人材育成の為には!
0)人を育てるとは?
1)海外で品質保証の概念を教えた事例
2)仕事のカキクケコ
3)イタリアの石切場の職人
4)モノづくりは人づくり
5)公開作業でレベルアップ
6)日頃の訓練が生死の分岐
7)段取りマンの育成
8)スキル表と人員配置
9)教育&コミュニケーション
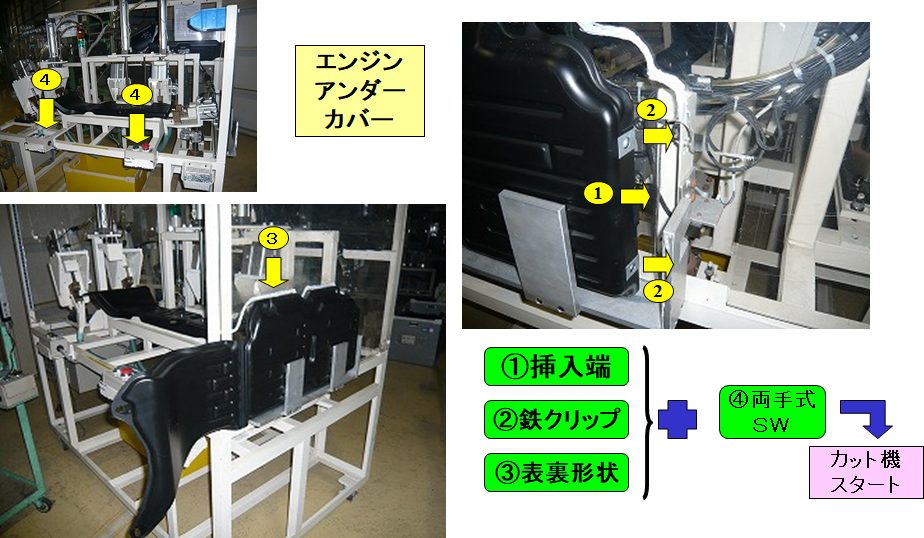
10)この部品は実車の何処?
11)表彰で意識の向上
12)達人の技
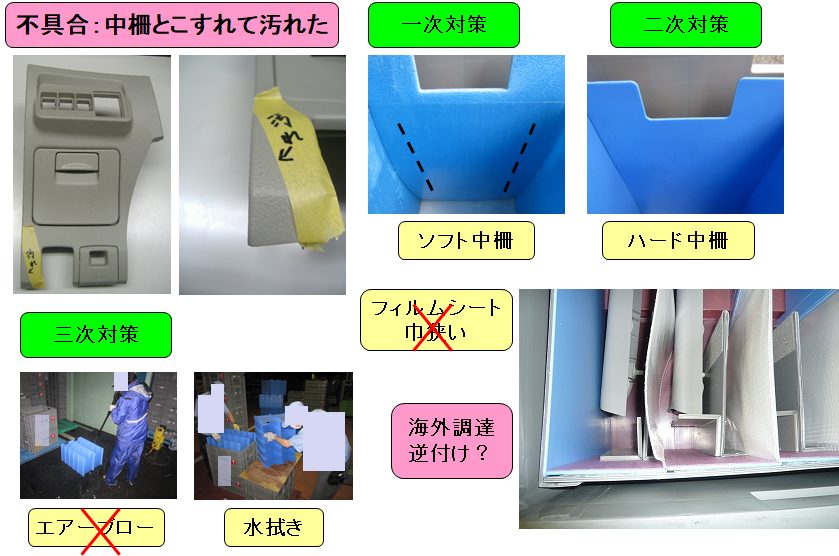
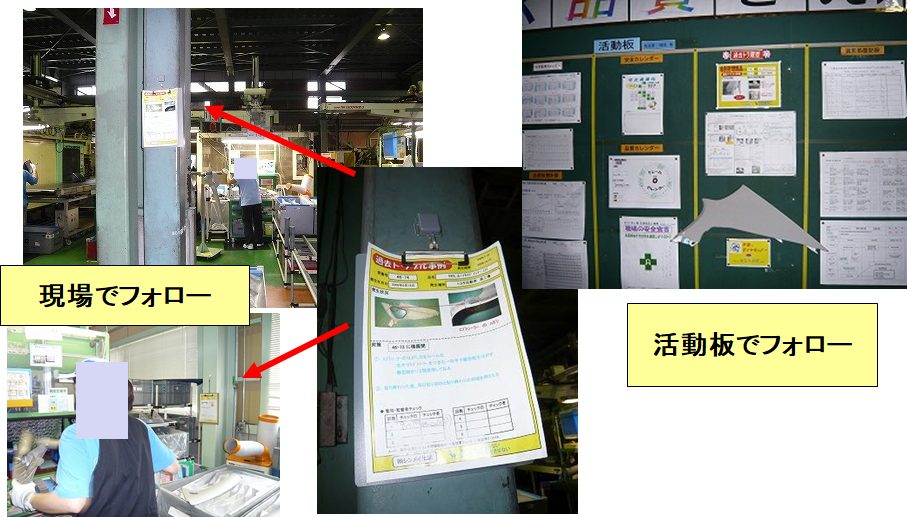
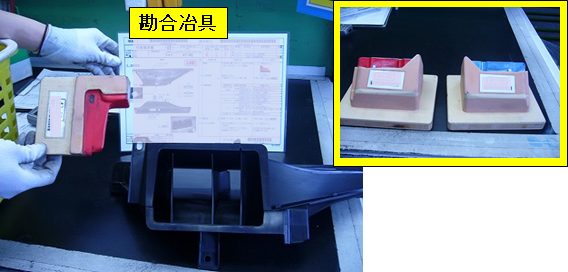
13)再発防止対策書とは?
14)必ず守る『職場の10ヶ条』
15)なるほど・ザ・QC
16)二宮金次郎とQC的問題解決法
人の改革 人を育てる
1)教育とは? その人の『行動』を変えさせること
行動改革
2)管理監督者の部下育成能力とは?
①部下の悪い 行動 を矯正し
②部下が今まで 出来なかった事 を出来るようにし
③部下の今までの 考え方 を変えさせる能力のこと
品質宣教師で人材育成
①教えるのではなく、気付かせる。
②上手に失敗させてやる。
③差別をしない。
④自主的に考え、行動できる人に。
組織を強くする 技術の伝え方より
①まず体験させろ
②はじめに全体をみせろ
③やらせたことの結果を必ず確認しろ
④一度に全部を伝える必要は無い ⑤個はそれぞれ違うことを認めろ
経験させる+知識=能力とは?
“豊な発想”は、多様な知識から生れる←本を読む