奥田 碩 さんの講演内容です。
3.1.4 日本が優位にある環境技術戦略
環境問題とエネルギー問題は、われわれ人類がその未来のためにどうしても解決しなければならない最重要の問題の1つであり、モノづくり 企業の改革にあたっても重要な観点となります。
(1) 省エネルギー技術
エネルギー自給率が 70%以上のアメリカや、100%を超えてエネル ギー輸出国となっているイギリスなどと異なり、わが国のエネルギー自 給率はわずか4%しかありません、先進諸外国の中で最もエネルギー資 源が乏しい、という厳しい制約を克服するために努力を積み重ねてきた ことで、結果的にわが国は、世界で最も優れた省エネルギー技術を達成 し、経済産業の発展を実現してきました。
わが国の産業部門におけるエネルギー消費量は、1970年代前半から 今日に至るまで、ほとんど増加しておらず、GDP あたりに換算してみ ると、1970年代前半と比較して 20%以上の効率改善となっています。 これは OECD 平均の2倍のエネルギー利用効率です。わが国は省エネ ルギー技術は、間違いなく世界最高の水準にあるといえるでしょう。現 に、燃料電池や太陽光発電といった新たな技術分野での取り組みも、世 界に先んじて進めています。
(2) 環境技術
また、環境技術と省エネルギー技術とは、重なりあう部分も大きく、 わが国において高度成長期に急速に工業化が進んだことの裏返しとして、 深刻な公害問題、環境問題に直面したことによって、この分野において も、やはり世界で最先端の技術を蓄積しているのです。
現在、地球温暖化防止に向けて、国際的な枠組みによる取り組みがはじまっていますが、すでに世界最高水準にあるわが国にとって、1990 年比で温暖化ガスの削減を求める京都議定書の目標達成は、大変高いハードルとなっています。しかし、そのハードルに挑むことが、世界最高 水準の技術を、さらに進歩させ、革新させることにもつながり、それは きわめて強力な競争力の源泉となるでしょう。
もちろん、国家的な課題としての二酸化炭素排出量の削減、京都議定 書の達成に向けての取り組みは、産業分野に限らず、あらゆる分野で進 める必要があります。わが国の場合はとくに、1990年以降排出量が増 加を続けている民生部門での取り組みを重点的に進める必要があるでしょう。とはいえ、企業においても、より一段の省エネルギー、環境対策 に取り組むことは、技術力、競争力の強化という形で、企業改革の成果 に結びつくのです。
わが国は、循環型社会への転換を国是として、地球環境との共生を可 能とする日本企業の製品、技術やビジネスモデル、あるいは日本国民の ライフスタイルを国際社会で活発に展開することで、全世界の循環型社 会への移行を後押しするというシナリオを、将来の競争力戦略としていくべきでしょう。
2001年、ヨハネスブルグで、国連環境開発会議、ヨハネスブルグ・ サミットが開催され、その場で欧州が、自分たちが優位にある再生可能 エネルギーの利用率について、一律の数値目標の設定を提案しました。 その真意は、環境改善そのものというよりは、自分たちの取り組みをグ ローバル・スタンダードにして、ビジネスチャンスを拡大しようという ところにありました。 このように、これからの時代は、環境問題はコス トではなく、むしろ新たなビジネスチャンスなのです。
(3)燃料電池
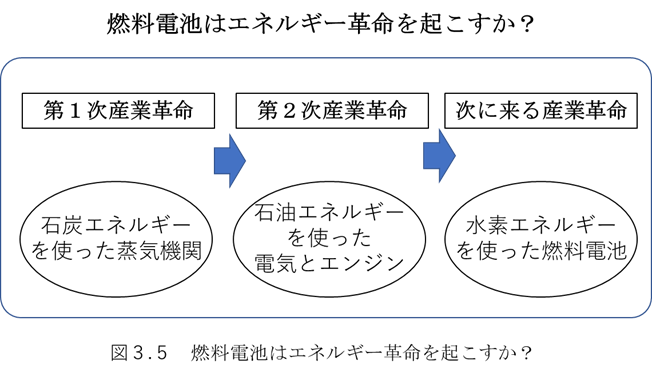
環境について現時点で最も有望な技術のひとつとして、燃料電池があります。これは要するに水の電気分解の逆をやるという原理で、水素と 空気中の酸素を使って水をつくり、その際に発生するエネルギーを取り 出そうというもので、究極のクリーンエネルギーとして注目されていま す。 自動車に対する応用に期待と関心が集まっているようですが、自動 車に限らず非常に応用範囲の広い技術であり、すでに工場の自家発電な どでは多数の実用例もあります(図 3.5参照)。
ここで注目すべき点は、燃料電池のような画期的な技術が実用化され ると、産業や技術に大きな変動をもたらす可能性がある、ということで す。 エネルギー産業だけではなく、モノづくりへの影響も考えられます。 自動車産業はもちろんですが、アルコールを使うタイプの燃料電池は発 電効率には劣るものの小型化が可能なので、たとえば充電の必要がない 電源として、 ノートパソコンへの応用が期待されています。
技術革新の進展によっては、石炭と蒸気機関による第一次産業革命、 石油と電力による第二次産業革命に続いて、水素と燃料電池による第三 次産業革命が起きるという予想をする人もいます。 「科学技術創造立国」 の切り札のひとつとして、産業界も技術開発と実用化、商品への応用に 取り組んでいかなければなりません。