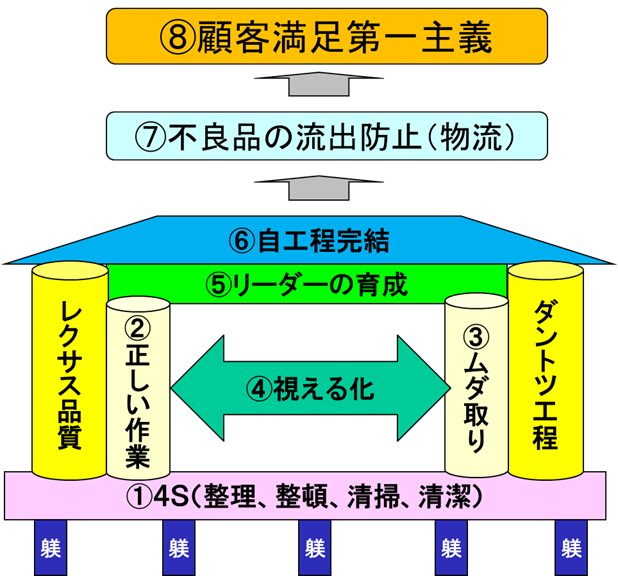
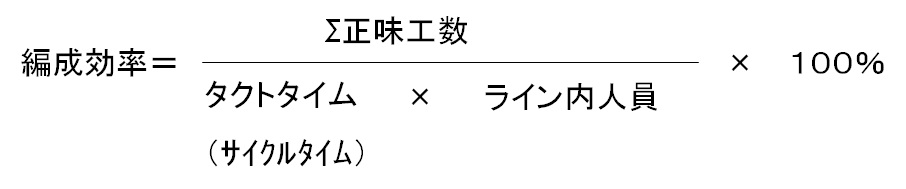
トヨタのものづくりが強い理由の一つ、トヨタから始まった「品質宣教師」について書きます。
トヨタから品質宣教師による教育が各Tir1サプライヤーに実施され、その教育を受けたTir1サプライヤーからそのサプライヤーの中で品質宣教師を育て、またTir1サプライヤーの中に品質の考えを、取り組みを広げ、さらに2次仕入先へ更に同様に展開していく。
こうやってピラミッド構造を活用して、トヨタの品質の考え方、取り組み方を広げていく活動をする人が「品質宣教師」。
ある、クリスマスイブの昨年十二月二十四日。愛知県北部のトヨタ系部品メーカーの本社工場は、緊張感に包まれていた。
「不良品が出たらどう対応するのか」「組み付け部品はどう確認しているのか」。矢継ぎ早の質問が工場内に響いた。
声の主はトヨタ自動車調達本部の山田祐一主査(53)。「品質宣教師」と呼ばれるベテラン社員九人のうちの一人だ。
トヨタが掲げる経営基本理念、トヨタウェイの一つが、現場、実物を見て実態把握する「現地現物主義」。山田さんがここに何度も足を運ぶのも、「カイゼン」と並ぶトヨタパワーの原動力、「現地現物主義」の実践のためである。
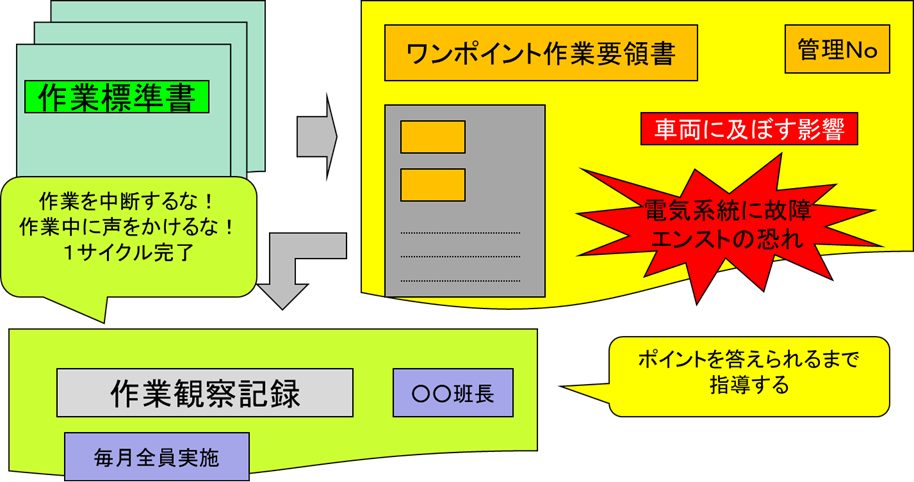
“トヨタ教”とも言われる「品質第一」の信念を部品メーカーに徹底させるのが、山田さんの仕事だ。生産ラインを点検しながら改善点を指摘し、「一緒になって問題を解決する」(木下光男トヨタ専務)。
品質宣教師の活動は、トヨタが協力メーカーから部品などを購入する調達部門が二〇〇三年七月に始め、昨秋からは全社に広がった。グループ七十九社での改善点は約五千五百項目にも上る。
カイゼンも、さらなる改善が続く。
二〇〇〇年七月、トヨタは設計、生産、調達の部門を超えたグループぐるみの原価低減活動「CCC21」(「二十一世紀に通用するコスト競争力の構築」の意味)をスタートさせた。主要百七十品目の部品コストを三年間で30%削減し、今も「乾いたぞうきんを絞る」取り組みを世界規模で継続中だ。
「失われた十年」を経て、日本経済が自信を取り戻したきっかけは、自動車産業、とくにトヨタ自動車の傑出した強みが再評価されたことだ。
製造業のフロントランナーともいうべきトヨタは、品質向上やカイゼンなどの課題をチームワークで不断に克服していく「統合型ものづくりシステム」(藤本隆宏・東大教授)を、日々実践している。
ただ、中国などが台頭し、従来の努力だけでは、国際的に太刀打ちできないという危機感も強い。
「トヨタの敵はトヨタ」「打倒トヨタ」を合言葉に二〇〇一年からは、「生産技術革新」にも挑戦している。
愛知県豊田市の堤工場は、カムリなどの車両を組み立てるライン横にあった部品棚を撤去した。組み付け部品も箱詰めにし、車両と一緒にベルトコンベヤー上を移動させた。作業員の部品の選択ミスを防ぎ、現場監督者の作業チェックもしやすくなったという。
この方式は、トヨタの他の国内工場や、北米などの海外工場の一部も導入している。複数の車種を一つのラインで組み立てる混流生産でのミス防止に強力な武器になる。
「客から見えない生産・開発現場の実力、『深層の競争力』が圧倒的に強い。短期では、すごく硬直的な会社に見えるかもしれないが、十年たってみると、確実に時代の先に行っている」と、トヨタの強さの秘密を藤本教授は解き明かす。
トヨタの張富士夫社長も「頂上(目指すべき会社像)は見えないし、なかなか到達できない。しかし、一歩一歩登る姿勢は続けないといけない」と語る。
世界最強のトヨタ生産方式を支えているのは、本社と現場一体の「無限のカイゼン」力だ。