前回の林 南八先生の教えの続きです。
トヨタ生産方式の本質と進化(深化)
Ⅹ.最近 人財育成で気になる点
=人財育成の環境は出来ているか=
(1)人財に求められる能力は正に問題解決能力
(2)問題解決力に不可欠なことは問題の顕在化
(3)気が付かせる工夫も大切
①流れを図に落とす(物と情報の流れ図)
②人の動線・モノの動線をレイアウトに記入
③ビデオの活用 ”時間は動作の影である”
(4)指標の作り方を間違えていないか(目的は何だ!!)
①データは問題を発見する為に取っている
対策の効果のために取っている
→平均化を見て何が判るのか
②目盛りはレベルに合わせて
③KPI、B/Mが単なる数字の競争になっていないか
=やり方のB/Mがもっとも重要=
(5)持てるリソーセスの力を最大限に引き出しているか
見せる化
①職場の、そしてその仕事のあるべき姿が提示されているか
②情報の共有化ができているか
③課題の与え方を間違えていないか
見える化
④職場で時々刻々の異常が判ることもっと重要
a.異常の見える化 軸足は常に現場!!
★チャレンジ
★改善
★謙虚・感謝
チャレンジしていますか? させていますか?
①目標必達の呪縛にとらわれて後ろ向きになっていないか
②棒高跳びの世界チャンピオン ブブカ選手の話
③されど目標は必達に決まっている!! 全知全能を傾注する!!
改善後は 改善前
前日自分のやった改善を見て翌日見て腹が立つようになったら一人前だ!!(大野語録)
(6)時々刻々勝負する文化が薄らいでいないか
・生産管理板が記録板になっていないか?
・継続的にベストタイムは更新されているか?
Better!! Better!! Better!! (ゴールは無いと思え!!)
・日報が月報を作るための資料になってしまってないか?
謙虚・感謝
課題を与えられた瞬間から御自身も考えている。
そして見に来る。これこそが謙虚かつ感謝だと痛感させられた。
=仕事にカーナビを持ち込んでいないか=
(7)何より重要なOJT
=底上げの仕組みはできていないか=
=本物を育成をしているか=
①考える力・やりきる力 を伸ばしているか
②実力を超える課題を与え、フォローしているか
(8)職能分業の弊害はでていないか
=集中化・分業化にどっぷり浸かって部分最適に走っていないか=
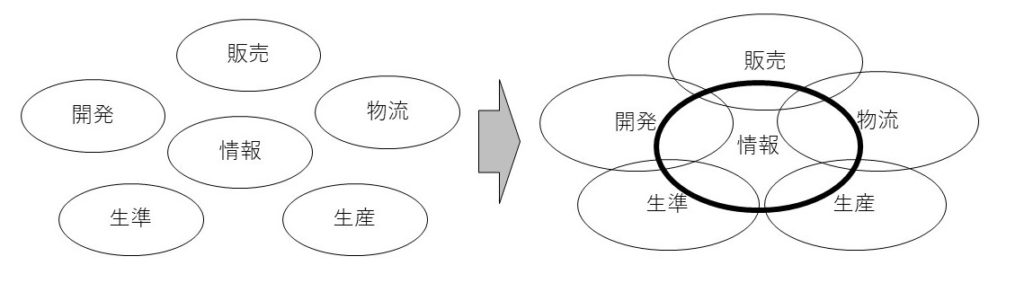
”スルーに連携する力”こそが職場力であり企業の力!!
※上がバックアップしているか
※中間層がフタをしていないか
=不可侵条約の解消=
※自主研究会
※ショップ軸活動、自主研活動
・海外で1人3役が勤まる人材の確保
★チームワーク
★当事者意識
=期せずして強化されたチームワークと当事者意識=
※東日本震災復旧支援
ルネサス那珂工場 インフラ復旧当初計画
インフラ復旧短縮に向けた戦略づくりとチーム一体化
「価値観」「思い」を一つに。「意識」を変える
大部屋運営の状況
全員参加で「情報共有」し、「即断即決」
各フェーズの支援規模(3月28日~5月31日 計65日間)
延べ13万人日の方々の参加。安全・無事に進んだことに感謝
全面生産再開まで当初計画比 約▲6ケ月短縮
=今回の経験で得られた果実=
組織の壁を越え!!会社の壁を越え!!業界の壁を越え!! 1チーム
コンペチターとも太い絆ができた
若きリーダーの台頭
修羅場が人をつくる
チームワーク
=チームワークが良いとは仲良しクラブにあらず=
・目的意識を具体的に共有すること
・とことんやり合って結論を出す
・強いリーダーシップ
→決断と責任
当事者意識